

Оглавление
- 1 Пути совершенствования технологического процесса стрижки сельскохозяйственных животных
- 2 Силовое взаимодействие лезвия с шерстью в процессе резания аппаратом стригальной машинки
- 3 Похожие диссертации на Разработка и обоснование параметров режущего аппарата машинки для стрижки овец
- 4 Требования к оформлению расчетно-пояснительной записки
- 5 7.2 Современные схемы и технологии доения
- 6 Таблица Сравнение основных характеристик машинок и агрегатов для стрижки овец.
- 7 Методика определения качества работы режущего аппарата стригальной машинки
- 8 8.3.1 Стригальные пункты
Пути совершенствования технологического процесса стрижки сельскохозяйственных животных
Стрижка овец в хозяйствах должна проходить по заранее разработанному общему плану, в соответствии с которым составляют планы работы отдельных бригад на каждый день, а также графики подгона отар и маршруты их движения к стригальным пунктам. При разработке графика подачи отар на стрижку необходимо учитывать ветеринарно-санитарное состояние поголовья.
Сначала стригут отары менее ценных пород, предназначенных для последующего откорма и сдачи на мясокомбинат (выбракованное поголовье, молодняк помесных и бонитировочных классов), на которых стригали восстанавливают навык работы. Затем в первую очередь пропускают маточные отары зимнего ягнения, молодняк рождения прошлого года, валухов, маток весеннего ягнения и баранов производителей. Племенных баранов целесообразно стричь ежегодно в одни и те же дни [99, 138].
https://www.youtube.com/watch?v=ytcreatorsru
Если отары смешанные, то перед стрижкой выделяют овец с однородной белой шерстью, затем белых с неоднородной белой шерстью, в последнюю очередь овец с цветной шерстью. После стрижки овец с неоднородной или цветной шерстью хорошо очищают помещение и оборудование, чтобы не засорять грубым или цветным волосом белую однородную шерсть.
Перед стрижкой овцы должны пройти 12-14 часовую голодную выдержку, так как накормленные животные плохо переносят стрижку и нередко бывают случаи заворота кишок [31]. Поэтому отары на стригальный пункт подают вечером, накануне стрижки. При стрижке маточных отар, ягнят отбивают и держат в базу или в помещении около стригального пункта.
На период стрижки в каждом хозяйстве оборудуют один или несколько стригальных пунктов, которые размещают так, чтобы стрижка прошла в оптимальные сроки, и не было чрезмерного стравливания пастбищ вокруг пунктов и потери упитанности, животных при перегоне. Расстояние перегона овец к месту стрижки не должно превышать 25 километров [83].
Мощность стригального пункта находится в прямой зависимости от сроков стрижки и производительности труда стригалей. Целесообразно, чтобы стригальный пункт обеспечивал стрижку одной или двух отар в день [42].
Подготовка стригального пункта. Стригальный пункт организуют так, чтобы обеспечить поточность и непрерывность всего технологического процесса и создать максимум удобств для стригаля и других рабочих. Передвижение овец должно происходить в одном направлении. Путь следования состриженной шерсти от стригалей на весы, классировочный стол и упаковку не должен прерываться встречными переносками.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Помещение, в котором оборудуют стригальный пункт, должно отвечать установленным требованиям. Оно должно быть светлым и достаточно просторным, чтобы у каждого стригаля было свое рабочее место, можно было разместить инвентарь и оборудование для классировки, отбора образцов, прессования и взвешивания шерсти и так же маркировки и хранения кип [114].

Не остриженные овцы находятся в загонах, закрепленных за каждым стригалем. Эти загоны с решетчатым полом расположены вблизи рабочих мест стригалей. Остриженные овцы до определения качества стрижки также содержатся раздельно, в специальных счетных загонах закрепленных за конкретным стригалем. Во время стрижки в помещении должен быть приток свежего воздуха, но без сквозняков.
На основании анализа работы стригальных пунктов, выполненным по типовым проектам, В.И. Крисюк разработал пооперационную схему процесса стрижки [73]. Пользуясь ею, можно обосновать создание на стригальном пункте следующих технологических линий: 1. Подготовки не остриженных овец; 2. Снятия шерстного покрова; 3.
Обработки остриженных овец; 4. Классировки шерсти; 5. Упаковки сырой шерсти; 6. Зооветеринарного обслуживания; 7. Технического обслуживания. Основной операцией в рассматриваемом процессе является снятие шерстного покрова, т.е. непосредственно стрижка. Она может выполняться либо поточным, либо индивидуальным способом.
Поточный способ осуществляется с применением передвижных станков – тележек, на которых фиксируется остригаемая овца. Их последовательно перекатывают от одного стригаля к другому. При использовании установок карусельного типа, зафиксированные на них овцы через определенные интервалы времени перемещаются по кругу, по рабочим местам стригалей. Среди индивидуальных способов стрижки наиболее эффективным является скоростной способ.
ВИЭСХ и ВНИИОК [111, 112] разработали зоотехнические требования к машинкам и оборудованию стрижки овец.
Особое внимание в этих рекомендациях обращено на качество стрижки: снижение образования сечки в результате повторного пробега активного лезвия по остриженной поверхности, высота среза шерсти машинкой должна быть минимальной, режущий аппарат стригальной машинки должен обеспечивать ровный без поперечного отгиба срез шерстного покрова с овцы [82].
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Заточка режущих пар – важнейшая операция, которой нож и гребенка подвергаются 6-7 раз за смену и более. Параметры заточки влияют на качество стрижки и долговечность режущей пары. При этом за одну заточку снимается слой металла толщиной от 0,045 мм, при допустимом износе ножа 2,95 мм и гребенки 2,65 мм [72]. Это означает, что для одного ножа возможно не более 20 переточек, а гребенки – не более 40 до их полного выхода из строя.
Выбраковка гребенок ведется по толщине с помощью калибра, однако на практике принимается во внимание и радиус закругления зуба, поскольку в случае его недопустимого уменьшения с большой долей вероятности возможны порезы тела овцы.
В режущих аппаратах типовых стригальных машинок МСО – 77Б и МСУ — 200 используется принцип резания шерсти лезвием, которое образуется по линии пересечения граней или фасок ножа. Лезвие не является просто линией пересечения граней, а состоит из наплывов металла и микроскопических зубчиков, образующихся при заточке ножа.
Режущие аппараты рассматриваемых стригальных машинок, как и жатвенных машин, работают по принципу ножниц [18, 37, 107]. Теория резания применительно к сельскохозяйственным машинам была разработана академиком В.П. Горячкиным [35, 102] и его учениками [19, 42]. Поскольку процесс резания различных материалов имеет много общего, то многие положения этой теории, как отмечает ВА. Зяблов [48], можно применить к резанию шерсти с помощью стригальной машинки.
VN перпендикулярно лезвию и VT вдоль лезвия. С первой скоростью лезвие оказывает на материал рубящее действие, а со второй -скользящее. Скользящее резание является процессом у перепиливания материала зубчиками лезвия. Значение s = — = tgr называется коэффициентом скольжения или коэффициентом продольного перемещения [32, 45, 79].

На лезвие ab, при его контакте с разрезаемым материалом, действует сила Р сопротивления материала резанию (направленная в сторону, противоположенную вектору скорости) и сила Р] (направленная вдоль радиуса вращения лезвия р). Если угол скольжения т = 0, а скорость любой из точек лезвия направлена по нормали к нему, то в этом случае нож может только рубить материал, т.е.
внедрятся в него без продольного перемещения. Когда т = 90 ,а скорость любой из точек направлена вдоль него, то наблюдается лишь скольжение вдоль лезвия без резания. В том случае, когда угол скольжения лежит в пределах 0 т 90, происходит резание, при котором силы Р, Р] и отношения между ними меняются.
В соответствии с этим суммарная сила R, а также, полученные в результате ее разложения нормальная к лезвию сила N и направленная по лезвию тангенциальная сила Г приобретает различные значения [71, 109]. Перерезать волокна шерсти лезвием можно с использованием подпора со стороны, противоположенной режущему органу, и без подпора.
Первый случай наблюдается при резании ножницами. В режущих аппаратах стригальных машинок лезвия зубьев подвижного ножа являются активной режущей частью, а лезвие зубьев неподвижно укрепленной на корпусе машинки гребенки служат подпором срезаемой ножом шерсти и являются пассивной противорежущей частью.
Через (pi и р2 обозначим углы трения, Nj и N2 нормальные реакции на пучок шерсти со стороны лезвий зуба ножа и зуба гребенки (рис. 2.2). В этом случае силы трения, возникающие между пучком шерсти и лезвиями, будут соответственно равны: F, = fx-Nx и F2= f2-N2, где fx = tg p{ и /2 = tgcp2 -коэффициенты трения [65].
Равнодействующая R сил Nj и А выталкивает пучок шерсти из раствора лезвий, а равнодействующая F сил F] и F? удерживает этот пучок в створе. Из этого следует [34], что исключение выталкивания срезаемой шерсти из раствора лезвий, обеспечивается при условииR F. Это соблюдается при Zi Zi X-Px Pn где х – угол раствора лезвий, получивший название угла защемления.
При симметричных ножницах, если лезвия ножа и гребенки равноценны т.е. р ср2 = р , для нормального резания необходимо выдерживать условие: % — 2 р. В.А. Зяблов [48, 49] получил закономерности, отражающие изменения величины коэффициента трения овечьей шерсти по стальному лезвию в зависимости от угла заточки /?
Силовое взаимодействие лезвия с шерстью в процессе резания аппаратом стригальной машинки
По результатам анализа литературных источников и проведенных теоретических исследований нами был предложен и изготовлен режущий аппарат машинки для стрижки овец. Теоретические исследования помогли выяснить основные параметры режущего аппарата, влияющие на качество работы, энергоемкость процесса резания шерстного покрова.
Некоторые величины, определенные аналитическим путем, получены с рядом допущений или их точное определение обусловлено недостаточной изученностью процесса работы режущего аппарата стригальной машинки.
Для проверки и уточнения аналитических зависимостей требуется проведение экспериментальных исследований [13, 23, 24, 74].
Экспериментальные исследования по определению основных энергетических и эксплуатационных параметров работы предлагаемого режущего аппарата проводились в несколько этапов. На первом этапе нами рассмотрены и проанализированы существующие методики испытаний стригальных машинок и предложены собственные методики.
На втором этапе, согласно разработанным методикам, разработаны и изготовлены стенды для проведения лабораторных исследований. На третьем этапе -предусматривалось проведение производственных экспериментов, с целью подтверждения результатов теоретических исследований и данных, полученных в ходе лабораторных исследований.
Таким образом, программа экспериментальных исследований предусматривала: – разработку методики для оценки качества работы режущего аппарата; – разработку методики и стенда для определения энергетических параметров режущего аппарата стригальной машинки; – разработку методики и устройства для определения надежности и работоспособности разработанного режущего аппарата;
– проведение лабораторных исследований по определению основных энергетических характеристик, ресурса надежности и оценки качества работы режущего аппарата; – проведение производственных исследований по выявлению ресурса надежности и качества работы режущего аппарата машинки для стрижки овец. Лабораторные исследования проводили на базе кафедры “Механизация животноводства” Оренбургского государственного аграрного университета и отдела биотехнических систем Оренбургского научного центра Уральского отделения РАН.
В качестве остригаемой поверхности использовали набор образцов различной загрязненности, соответствующих шерстному покрову тонкорунных и полутонкорунных овец. Как лабораторным, так и производственным исследованиям, для сравнения результатов, подвергались два режущих аппарата: первый -разработанный нами, второй – стригальной машинки МСУ – 200.
Производственные исследования проводили в ОАО “МТС Октябрьское” Октябрьского района Оренбургской области. Комплексное исследование работы режущей пары стригальной машинки невозможно без оценки качества работы режущего аппарата. Анализируя работу режущего аппарата жатвенных машин, В.П. Горячкин [35] установил, что в процессе его работы появляются площадки, по которым нож пробегает дважды, т.е.
имеют место площадки двойного пробега ножа. Они составляют до 50% обрабатываемой площади. В.П. Горячкин считал, что на площадках двойного пробега ножа имеет место повторный срез. По исследованиям В.А. Зяблова [48, 50], в работе режущего аппарата стригальных машинок наблюдаются площадки двойного пробега ножа, а следовательно имеется повторный срез шерсти, приводящий к образованию сечки.
Сечку шерсти следует отличать от перестриги шерсти. Сечка -измельченное шерстяное волокно, полученное в результате повторного пробега активного лезвия ножа, а перестрига — измельченная шерсть, полученная в результате повторного прохода машинки по уже остриженной поверхности животного [64, 82, 108].
Таким образом, по количеству сечки, неизбежно получаемой в процессе стрижки, можно судить о качестве работы режущего аппарата стригальной машинки [61, 108]. Для оценки качества работы режущих аппаратов огромное значение имеет отгибание материала в процессе работы: режущий аппарат любого типа наклоняет материал и тем самым повышает высоту среза, оставляя неровной поверхность среза [70].
Согласно проведенному анализу литературных данных [39, 61, 64, 65, 100, 121], качество работы режущего аппарата стригальной машинки оценивают количеством образующейся в процессе резания сечки. Однако, такой метод имеет ряд недостатков: сложно определить количество сечки, полученное в результате повторного пробега активного лезвия ножа;
Исследования по оценке качества работы режущего аппарата стригальной машинки проводили в лабораторных и производственных условиях.
Следует отметить, что заточка ножей и гребенок режущего аппарата стригальной машинки МСУ – 200 осуществлялась на точильном аппарате ТА – 1, при соблюдении оптимальных параметров заточки: усилие прижатия затачиваемого ножа к поверхности заточного диска – 15,5 Н, времени контакта затачиваемого ножа с поверхностью заточного диска 7…10 с, размах подвеса 5… 10 мм.
Элементы разработанного режущего аппарата затачивали на шлифовальном станке, при соблюдении температурного режима и допустимой толщины ножа и гребенок. В среднем продолжительность заточки одного элемента составила 90-100 с. Полученные в результате лабораторных и производственных исследований отпечатки, снятые по разработанной методике (раздел 3.
1) сканировали на сканере Mustek ScanExpress 6000 SP с помощью программы ABBYY FineReader 7.0 инвертировали и увеличивали в ней в 5 раз. Полученные данные обрабатывали методами вариационной статистики, при использовании программных продуктов MathCAD 2001 Professional, Microsoft Office Excel 2007, StatSoft STATISTICA 6.
0 Оценку работы проводили в сравнении со стригальной машинкой МСУ-200. Для начала рассмотрим влияние таких параметров ф, п, V на качество работы режущего аппарата. На рис. 4.1. представлена поверхность отклика, характеризующая зависимость rj = f((p,n). Анализируя поверхность отклика, можно сказать, что более качественная работа режущего аппарата наблюдается при увеличении числа двойных ходов.
Качество улучшается после значения п = 2200 ходов мин”1 , до этой величины безразмерный коэффициент rj принимает минимальные значения. Это связано с тем, что при уменьшении числа двойных ходов ножа, увеличиваются площадки с повторным пробегом лезвий ножа и так называемые “мертвые” зоны, по которым нож не пробегает, вследствие чего увеличивается продольный и поперечный отгиб шерстинок, а также увеличивается количество сечки.
Угол ф не значительно влияет на коэффициент 77, хотя можно предположить что, с увеличением угла наклона стригальной машинки к остригаемой поверхности до 35, возможно увеличение коэффициента т] на 3%. Но при этом произойдет увеличение сопротивлению перемещению режущего аппарата и соответственно возрастет нагрузка на руку стригаля.
Поэтому увеличивать угол наклона нет никакой необходимости. В целом поверхность отклика можно описать следующим уравнением: Следует отметить, что у режущего аппарата стригальной машинки МСУ – 200 поверхность отклика (приложение стр. 126) выглядит почти аналогично, разница только в том, что у МСУ – 200 коэффициент г/ начинает увеличиваться только при п 2600 ходов мин” , и достигает максимального значения г/ = 0,89 при п = 3200 ходов мин”1 О влиянии скорости подачи стригальной машинки на качество работы режущего аппарата можно судить по поверхностям отклика (рис. 4.2., 4.3.
в этой области при скорости подачи меньше 0,6 м/с будет наблюдаться снижение коэффициента 7]. Это связано с тем, что стрижка на низких скоростях подачи стригальной машинки и низкой частоте двойных ходов ножа, приводит к заминанию шерстного покрова и увеличенному образованию сечки за счет того, что нож будет пробегать по уже остриженной поверхности.
Вторая, соответствующая «=2400…3200 мин”1: в этой области при скорости подачи в диапазоне 0,8…1,2 м/с, характеризуется наиболее высоким качеством работы режущего аппарата, = 0,89…0,95.
Похожие диссертации на Разработка и обоснование параметров режущего аппарата машинки для стрижки овец
Разработка и обоснование параметров высаживающего аппарата полуавтоматической картофелесажалки для первичного семеноводства
Разработка стимулирующего доильного аппарата, обоснование его рабочих параметров и методики испытаний.
Разработка и обоснование параметров дисково-ложечного высевающего аппарата для посева проросших семян бахчевых культур
Технологическое обоснование параметров и разработка роторно-скребкового высевающего аппарата пневматической сеялки для посева пропашных культур
Разработка и обоснование параметров высаживающего аппарата полуавтоматической картофелесажалки для первичного семеноводства
Разработка стимулирующего доильного аппарата, обоснование его рабочих параметров и методики испытаний.
Разработка и обоснование параметров дисково-ложечного высевающего аппарата для посева проросших семян бахчевых культур
Технологическое обоснование параметров и разработка роторно-скребкового высевающего аппарата пневматической сеялки для посева пропашных культур
Требования к оформлению расчетно-пояснительной записки
Текст
пояснительной записки разделяют на
разделы, подразделы и пункты.
Разделы
имеют порядковые номера в пределах
всего документа, обозначенные арабскими
цифрами без точки и записанные с абзацного
отступа.
Подразделы
должны иметь нумерацию в пределах
каждого раздела. Номер подраздела
состоит из номеров раздела и подраздела,
разделенных точкой. Каждый подраздел
записывают с абзацного отступа, в конце
номера подраздела точка не ставится.
Разделы
и подразделы могут состоять из одного
или нескольких пунктов. Если в тексте
нет подразделов, то нумерация пунктов
в нем должна быть в пределах каждого
раздела, номер пункта должен состоять
из номеров раздела и пункта, разделенных
точкой. Если в тексте имеются подразделы,
то нумерация пунктов должна быть в
пределах подраздела и номер пункта
должен состоять из номеров раздела,
подраздела и пункта, разделенных точками.
В конце номера пункта точка не ставится.
Пункты
при необходимости могут быть разбиты
на подпункты, которые должны иметь
порядковую нумерацию в пределах каждого
пункта, например, 4.2.2.1, 4.2.2.2, 4.2.2.3 и т.д.
Внутри
пунктов или подпунктов могут быть
приведены перечисления.
Перед каждой позицией перечисления
следует ставить дефис или строчную
букву, после которой ставится скобка.
Для дальнейшей детализации перечислений
необходимо использовать арабские цифры,
после которых ставится скобка.
а)
______________________
б)
______________________
1)
_________________
2)
_________________
Каждый
пункт, подпункт и перечисление записывают
с абзацного отступа.
Разделы,
подразделы должны иметь заголовки.
Заголовки следует печатать с абзацного
отступа с прописной буквы, без точки в
конце, не подчеркивая. Переносы слов в
заголовках не допускаются.
https://www.youtube.com/watch?v=ytpressru
Каждый
раздел текстового документа рекомендуется
начинать с нового листа (страницы).
Нумерация
страниц текста
и приложений, входящих в пояснительную
записку, должна быть сквозной (на
титульном листе, в задании и первом
листе содержания курсового проекта
номера не проставляют, но присваивают).
Номер страницы проставляют в соответствующей
графе основной надписи или в правой
нижней части листа без точки над линией
рамки.
Следует
применять стандартизованные единицы
физических величин, их наименования и
обозначения.
Формулы,
за исключением формул, помещенных в
приложении, должны нумероваться сквозной
нумерацией арабскими цифрами, которые
записывают на уровне формулы справа в
круглых скобках, например, (1). Ссылка на
формулу в тексте записывается так: «…в
формуле (1)». Допускается нумерация
формул в пределах раздела, например,
(3.1), (3.2) и т.д.
Формулы
могут быть выполнены с использованием
компьютера. Пояснения символов и числовых
коэффициентов, входящих в формулу,
приводятся непосредственно под формулой.
Пояснения каждого символа следует
давать с новой строки. Первая строка
пояснения должна начинаться со слова
«где» без двоеточия после него.
Плотность
каждого образца корма ρ,
кг/м3,
вычисляют по формуле
,
(1)
где
m
– масса образца, кг;
V
– объем
образца, м3.
Иллюстрации
следует нумеровать арабскими цифрами
сквозной нумерацией, например, «Рисунок
1». Допускается нумеровать иллюстрации
в пределах раздела, например, «Рисунок
2.1, 2.2 и т.д». Ссылка на иллюстрацию в
тексте записывается так: «… в соответствии
с рисунком 1».

Иллюстрации
могут иметь наименование и пояснительные
данные (подрисуночный текст). Слово
«Рисунок» и наименование помещают после
подрисуночного текста.
РИСУНОК
(график, схема,
чертеж, фотография и др.)
Пояснительные
данные (подрисуночный текст)
Рисунок 1 –
Наименование рисунка
Допускается
не нумеровать мелкие иллюстрации,
размещенные непосредственно в тексте
и на которые в дальнейшем нет ссылок.
Таблицы,
помещенные в тексте, следует нумеровать
арабскими цифрами сквозной нумерацией,
например, «Таблица 1». Допускается
нумеровать таблицы в пределах раздела,
например, «Таблица 1.1, 1.2 и т.д.». Ссылка
на таблицы обязательна, например, «… в
таблице 1».
Таблица 1 –
Наименование таблицы
7.2 Современные схемы и технологии доения
–
постоянство вакуумметрического
давления
в
линии
(отклонения
в
любой
точке молочно-вакуумной
линии
не
должны
превышать
±2 кПа);
–
отклонение частоты
пульсаций
и
соотношения
тактов
от
номинальных
значений не
должно
превышать
3
%;
–
молокопроводящие пути
доильных
аппаратов
иустановок
должны
хорошо очищаться
при
циркуляционной
промывке
и
соответствовать
надлежащим санитарно-гигиеническим
требованиям;
–
составные части
доильных
аппаратов
и
установок
должны
выдерживать
воздействие
агрессивных
сред
(воздушная
среда
коровника,
моющие растворы)
и
быть
изготовленными
из
соответствующих
материалов.
–
рабочая поза
оператора
по
возможности
должна
быть
рациональной
(исключающая частые
наклоны);
–
шум на
рабочем
месте
оператора
не
должен
превышать
80
дБ,
а
составные части
установок
(станок
для
обработки
вымени
животных,
манипулятор) не
должны
пугать
животных;
–
ограждение станков
доильных
установок
должно
обеспечивать
защиту оператора от
воздействия
животных;
–
переносные комплекты
доильных
аппаратов
должны
быть
легкими
и
доступными для
разборки
и
сборки.
1.
Доение в коровниках с привязным
содержанием животных на молочных фермах
и крестьянских фермерских хозяйствах
с использованием малогабаритных доильных
установок УДИ – 4, УДИ – 5 и агрегатов
индивидуального машинного доения АИД
– 1, Еlmas
– 1 и др., установленных на специальных
тележках.
2.
Доение в коровниках с привязным
содержанием животных со сбором молока
в переносные ведра на установках АД
-100А, ДАС – 2Б и со сбором молока в
молокопровод на установках АДМ – 8А- 1-2,
УДМ – 200 и др.
3.
Доение при беспривязном содержании
животных в специализированных доильных
залах с использованием отечественных
установок УДА – 8А, Тандем – автомат, УДА
– 16 А «Елочка – автомат», а также доильных
установок типа «Тандем», «Елочка»,
«Карусель» производства фирм Delaval
(Швеция) и Westfalia
(Германия).

4.
При стойлово-пастбищной системе доение
зимой на ферме, а летом в стационарном
лагере, где используются доильные
установки с параллельно – проходными
стаканами типа УДС – 3Б, УДЛ – Ф – 12 и др.
5.
Доение с использованием доильных роботов
(система добровольного доения).
При
выборе технологической схемы необходимо
учитывать взаимосвязь оборудования и
последовательности выполнения
технологических операций доения и
первичной обработки молока.
При
доении коров на малых фермах и крестьянских
фермерских хозяйствах выдоенное молоко
переносится ведрами в молочное отделение,
собирается в промежуточную емкость,
откуда насосом перекачивается в молочный
танк с предварительной его фильтрацией.
В танке молоко охлаждается до 40С
и хранится до его вывоза на перерабатывающее
предприятие. Техническая характеристика
агрегатов индивидуального доения,
используемого на молочных фермах,
приведена в таблице 7.1.
Таблица
7.1 – Техническая характеристика агрегатов
индивидуального доения
|
Наименование |
Марка |
|||
|
Elmas- 1 |
УДИ |
УДИ |
АИД |
|
|
Величина |
10 |
10 |
10 |
10 |
|
Пропускная |
6 |
6 |
10 |
6 |
|
Рабочее |
48±1 |
48±1 |
48±1 |
48±1 |
|
Напряжение, |
220 |
220 |
220 |
220 |
|
Установленная |
0,75 |
0,75 |
0,75 |
0,75 |
|
Длина |
– |
– |
10 |
– |
|
Масса, |
70 |
65 |
80 |
60 |
|
Цена, |
26,77 |
28,5 |
26,2 |
22,8 |
При
привязном содержании используются
линейные доильные установки, техническая
характеристика которых приведена в
таблице 7.2.
Таблица
7.2 -Технические характеристики линейных
доильных установок
|
Наименование |
АДМ |
Unicala |
УДМ |
АД |
ДАС |
Westfalia RMA- 200 |
|
Обслуживаемое |
208 |
200 |
200 |
100 |
100 |
200 |
|
Количество |
4 |
4 |
4 |
4 |
4 |
4 |
|
Пропускная |
112 |
100 |
100 |
50 |
50 |
100 |
|
Количество |
16 |
12 |
12 |
8 |
8 |
12 |
|
Марка |
АДМ |
Douvac |
Интерпульс |
Волга |
ДА |
Classic |
|
Рабочее |
46±1 |
30-50-30 |
50 |
53 |
48-51 |
38-4 |
|
Диаметр |
45 |
52 |
52 |
– |
– |
52 |
|
Диаметр |
40 |
40 |
40 |
25 |
25 |
40 |
|
Максимально |
200 |
140 |
200 |
– |
– |
200 |
|
Средний |
8 |
10 |
10 |
10 |
10 |
20 |
|
Примерная |
720 |
1921 |
1100 |
125 |
137 |
2400 |
|
Общая |
8,75 |
10 |
12 |
3 |
2 |
16 |
По
этой схеме молоко, поступающее от
доильных аппаратов в молокопровод,
транспортируется в молочное отделение,
где происходит его учет групповыми
счетчиками молока (50 голов в группе
обслуживает одна доярка) и сбор в
молокосборнике – воздухоразделителе.
Затем молоконасосом перекачивается
через трубчатый молочный фильтр и
пластинчатый охладитель в молочный
танк.

При
беспривязном и беспривязно – боксовом
содержании коров доят в специализированных
доильных залах с применением станочных
доильных установок (рис. 7.1). Техническая
характеристика этих установок приведена
в таблице 7.3.
При
этом способе коровы поочередно из
каждого коровника, по специальным
галереям переходят в накопитель,
выдаиваются в доильном зале и по
возвратным галереям переходят снова в
коровник (рис. 7.1.и 7.2).
Рисунок
7.1 – Размещение помещений на комплексе
при
беспривязном
содержании коров
Рисунок 7.2 – Схема
доения на доильной установке типа
«Ёлочка»
https://www.youtube.com/watch?v=https:accounts.google.comServiceLogin
В
доильном зале молоко поступает от
доильных аппаратов в молокопровод
расположенный ниже уровня вымени коровы,
затем собирается в молокосборнике –
воздухоразделителе, из которого
перекачивается молочным насосом через
молочный фильтр и пластинчатый охладитель
в молочный танк.
Доение
в доильном зале позволяет получить
молоко высшего сорта. Выбор доильной
установки при беспривязном содержании
коров в зависимости от продуктивности
и поголовья животных рекомендуется
проводить по таблице 7.4 и 7.5.
Таблица
7.3 – Технические характеристики доильных
установок для доильных залов
|
Наименование |
Значение |
||||||||
|
УДА-8А |
УДА-12Е |
УДА-16А |
Euroclass1200 |
УДА-24Е |
Европараллель |
Карусель |
Autorotor |
Roto- lactor |
|
|
Предприятие |
Курган- сельмаш |
Бел НИИМСХ |
Курган- сельмаш |
Westfalia |
Гомельагро комплект |
Westfalia |
S.A.C. |
Westfalia |
Alfa-Laval |
|
Страна |
Россия |
Беларусь |
Россия |
Германия |
Беларусь |
Германия |
Дания |
Германия |
Швеция |
|
Поголовье |
200 |
240 |
400 |
500 |
400 |
600 |
800 |
600 |
600 |
|
Пропускная |
60-70 |
70 |
66-78 |
80 |
100 |
100 |
120(200) |
90-110 |
100-120 |
|
Расположение |
тандем |
елочка |
елочка |
елочка |
елочка |
тандем |
елочка |
елочка |
елочка |
|
Количество |
8 |
12(24) |
16 |
16 |
24(212) |
16 |
28 |
24 |
20 |
|
Число |
8 |
12 |
16 |
16 |
24 |
16 |
28 |
24 |
20 |
|
Марка |
МД-Ф-1 |
Майстар |
МД-Ф-1 |
Classic |
АДС |
Classic |
Unico2 |
Classic |
Маэстро |
|
Вакуумметрическое |
471 |
481 |
471 |
481 |
481 |
481 |
481 |
481 |
501 |
|
Установленная |
18,1 |
18 |
20,1 |
22 |
32 |
25 |
38 |
36 |
|
|
Масса |
2515 |
2740 |
2820 |
2200 |
6700 |
12800 |
15000 |
13450 |
|
|
Обслуживающий оператор скотник |
1 2 |
1 3 |
1 2 |
1 1 |
1-2 3 |
1 1 |
1(2) 1 |
1 1 |
1 1 |
|
Примерная |
1200 |
1250 |
1400 |
4500 |
4300 |
1300 |
7500 |
7500 |
600 |
Таблица
7.4 – Выбор доильной установки «Ёлочка»
Продолжение таблицы
7.4
Таблица
7.5 – Выбор доильной установки «Карусель»
Система
добровольного
доения
– это
полноценный
автоматизированный комплекс
технологий,
позволяющий
получать
молоко
самым гуманным
и
физиологичным
для
коровы
способом.
Такая
система
позволяет
хозяйству существенно
снизить
затраты
на
оплату
труда,
сокращая
потребность в
количестве работников.
Это
очень
важно
особенно
в
последнее
время,
когда
молодые люди
не
желают
работать
на
фермах.
Смысл
такого
робота в
том,
что
коровы будут
доиться
по
своему
желанию.
Робот
работает
24 часа
в
сутки.
Коровы
в любое
время
приходят
к
роботу
(рис. 7.3), доятся
и
в
это время подкармливаются
концентратами.
Робот
при
помощи
гидравлического
манипулятора осуществляет
поиск сосков,
подсоединение
подмывочного
и
доильных стаканов,
выравнивание
шлангов во
время
доения,
обработку
сосков
вымени
после
доения.
Система
контролирует количество
и
качество
(наличие
соматических
клеток,
наличие
крови)
молока, скорость
молокоотдачи
и продолжительность
доения.
Установка
оборудована счетчиками
молока
для
каждой четверти.
https://www.youtube.com/watch?v=channelUCC5ucy2OAKspWhO0beCX5mg
Пропускная
способность однобоксового робота
достаточна для обслуживания 50-70 коров
в сутки. Для обслуживания более крупного
стада необходимо иметь несколько
роботизированных дояров. Многочисленными
наблюдениями установлено, что каждая
корова, имея свободный доступ к роботу,
посещает его в среднем 2,6-2,7 раза, а
высокопродуктивные (более 30 л в сутки)
– 4-5 раз в сутки. Такая частота обеспечивает
увеличение продуктивности животных в
первой трети лактации – до 18 %, а за всю
лактацию- до 10-14 %.
Рисунок
7.3 – Доильный робот
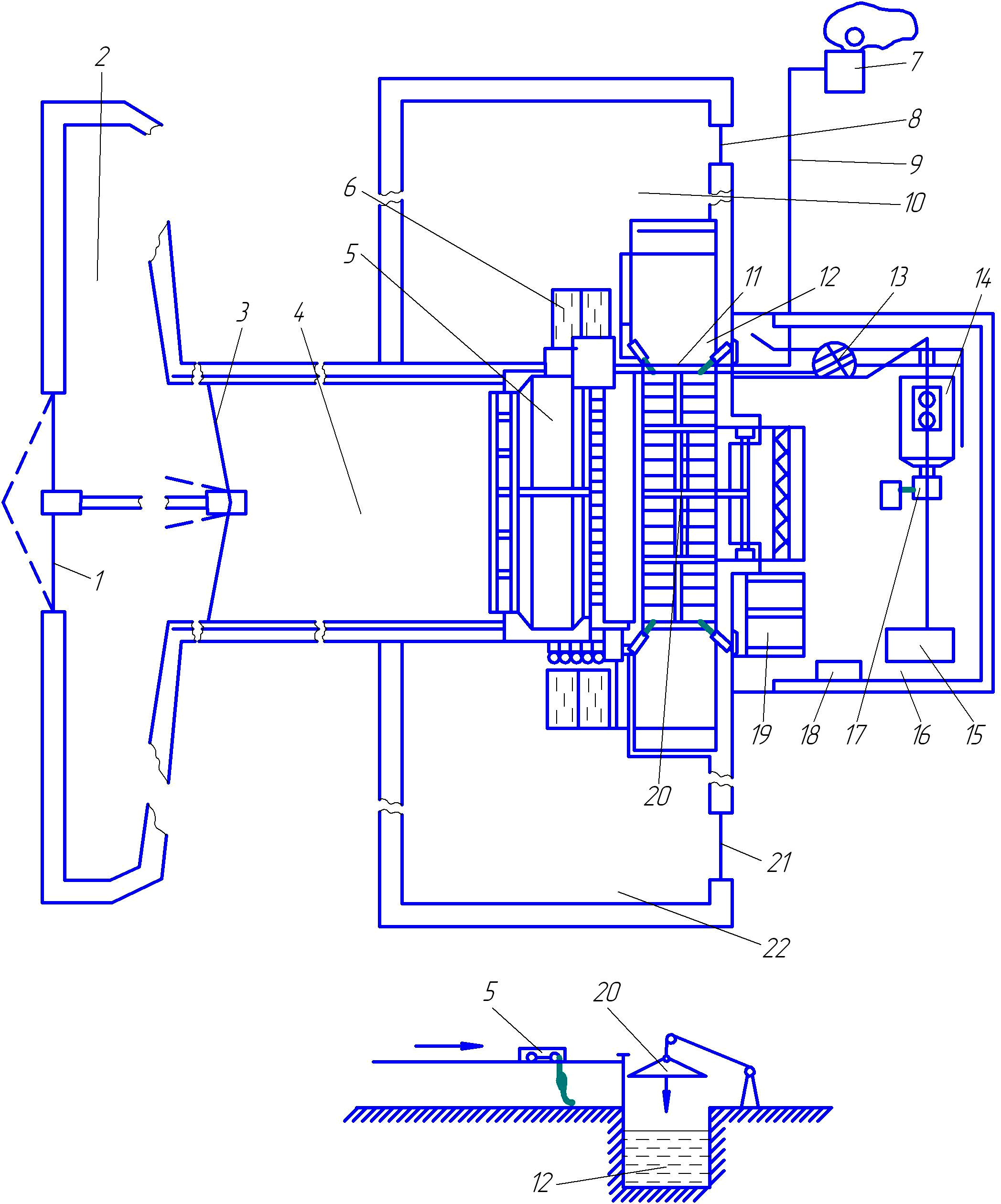
Оборудование
необходимое для нормальной работы
системы добровольного доения приведено
на рис. 7.4.
1
-доильная станция (MS),
2 – линия подачи молока, 3 – цистерна для
хранения молока, 4 – линия отводов, 5 –
обратная линия, 6 – вакуумный насос, 7
-вакуумная линия, 8 -компрессор, 9 – узел
воздушного фильтра, 10 – контроллер
доильного места, 11 – компьютер, 12 –
кабелепровод, 13 – компрессорно-конденсаторная
установка, 14 – водонагреватель
Таблица Сравнение основных характеристик машинок и агрегатов для стрижки овец.
Ещё одной важной характеристикой является продолжительность непрерывной работы машинки. Например, машинки для стрижки овец Liscop Super Profi 3000, АСИ-101 и АСУ-1 не требуют перерыва для охлаждения во время работы, а машинке F7 необходимы лишь кратковременные перерывы в работе, поскольку они имеют встроенный вентилятор и достаточно большую мощность двигателя.
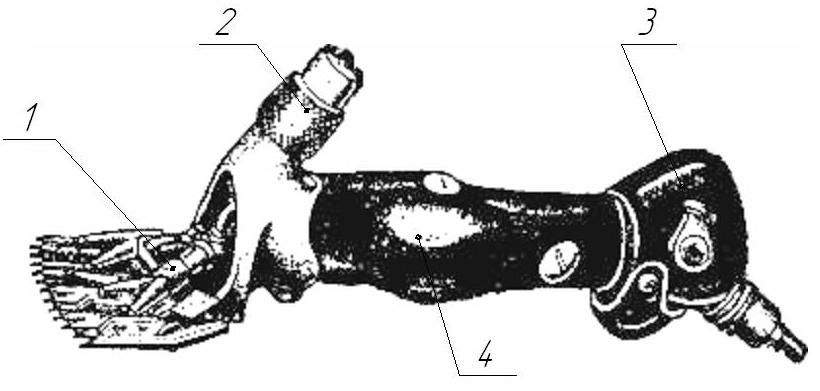
Для эффективной стрижки используют машинку ЭСА-1Д с приводом от мощного асинхронного двигателя и гибкого вала, однако, её тяжелее удержать в руке. Двигатель располагают над местом стрижки (рис. 1). Такое расположение позволяет легче манипулировать машинкой с гибким валом. Для машинок без преобразователя также рекомендуется размещать электрическую розетку наверху или пропускать шнур через ролик.
в одном корпусе 3-х фазный двигатель на 380 В имеет общий ротор с генератором, вырабатывающим 3-х фазный ток 36 В с частотой 200 Гц. В этой конструкции в пазы статора заложены вместе обмотки двигателя и генератора, а короткозамкнутый ротор (без всяких щеток) вращается на двух радиальных шарикоподшипниках, не требующих смазки в процессе эксплуатации.
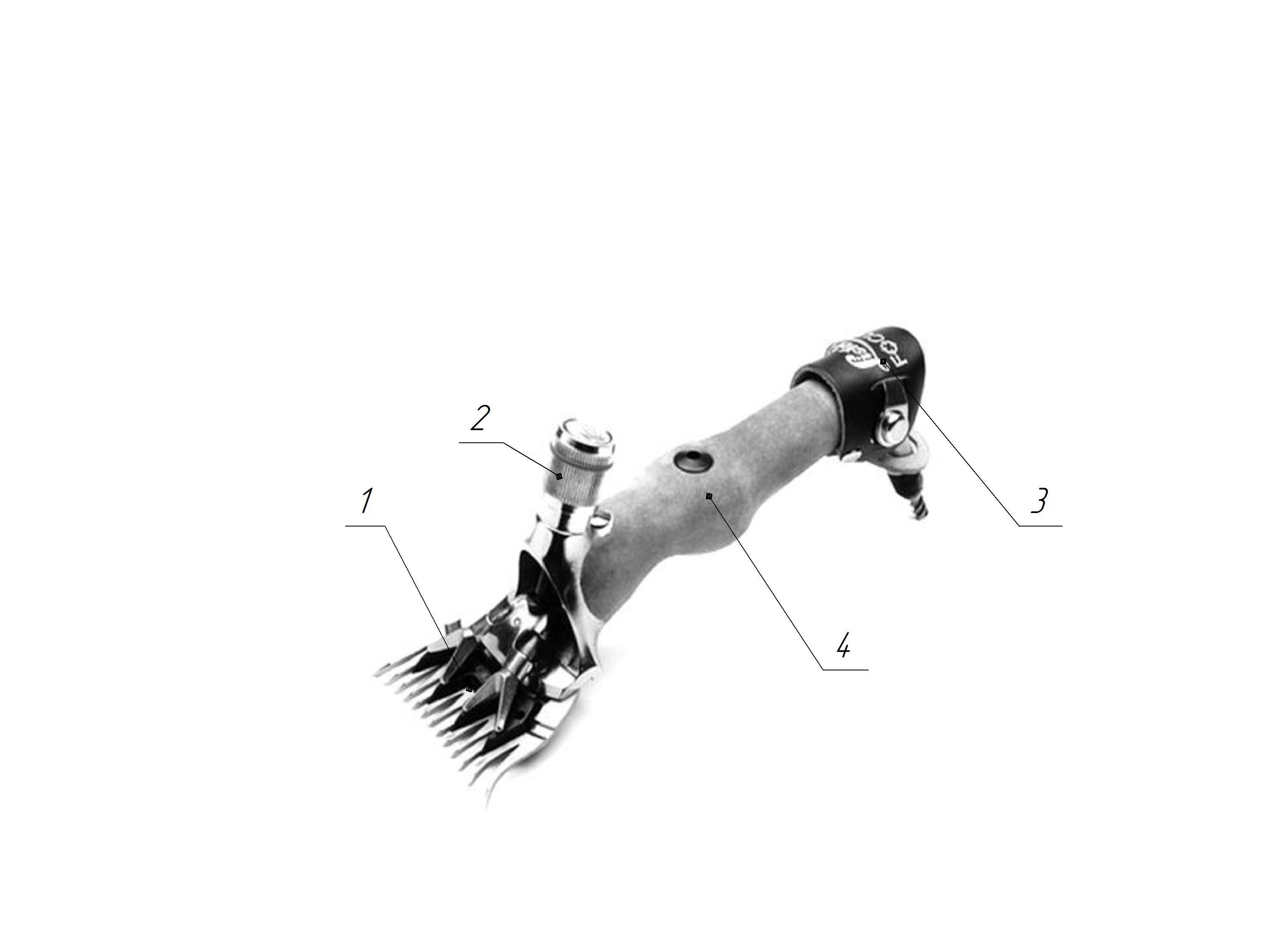
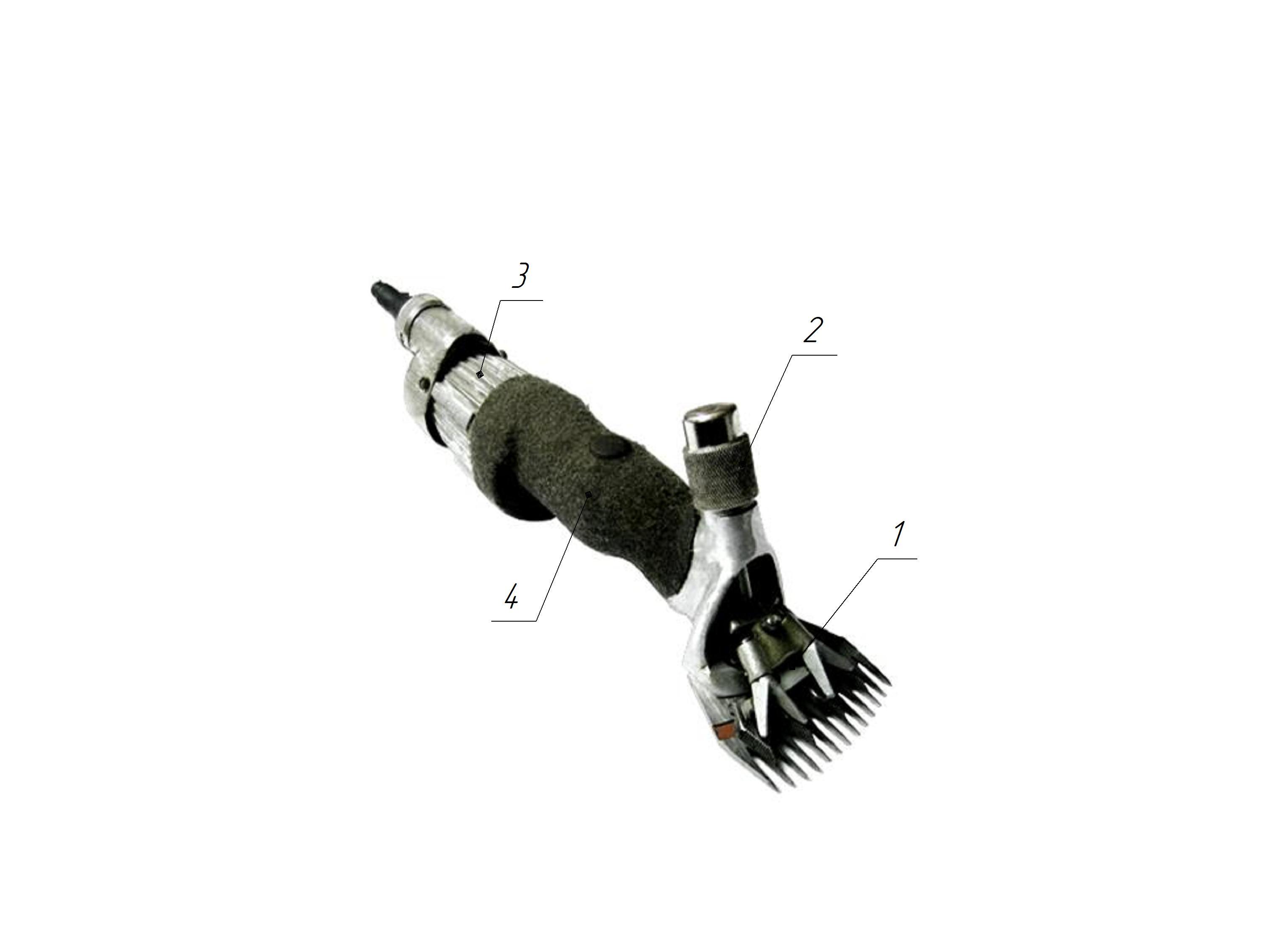
Это самый мощный и надежный агрегат из имеющихся. На его машинке МСУ-200 установлен безщеточный асинхронный 3-х фазный двигатель, который не греется при работе и не требует дополнительного обслуживания и замены угольных щеток. При хорошем навыке стригалей им можно постричь 100 – 160 овец за смену и свыше 3000 овец за сезон.

Как отмечалось выше, долговечность машинки зависит от соблюдения правил эксплуатации.
После стрижки удалите все масло с машинки, вытерев её сухой тканью, и аккуратно очистите стригальную головку и стригальные ножи сухой кисточкой. Затем смажьте части, чтобы предотвратить коррозию. Даже маленькое пятно коррозии может сделать процесс стрижки невозможным.
Работайте только с острыми ножами. Своевременно заменяйте тупые ножи и режущие пары со сломанными зубьями. Правильная заточка может быть осуществлена только на специальных точильных аппаратах (например, ТА-1) в сервисных центрах или мастерских. Особенно важно при этом обеспечить хорошую плоскостность режущих поверхностей (не ниже 20мкм).
Схема 1. Установка режущей пары и чистка фильтра.
Схема 2. Выставка ножа относительно гребенки.
Воздушный фильтр находится на оборотной стороне секции двигателя машинки. Он может быть извлечён из машинки для очистки. Необходима регулярная чистка фильтра сухой кисточкой. Во время чистки фильтра следите за тем, чтобы ни один посторонний предмет не попал вовнутрь машинки.
Проверяйте состояние и износ угольных щеток после стрижки 70-80 овец. Длина щетки обязательно должна быть больше 6 мм. После проверки годные щетки должны быть установлены в исходное положении. Новые щетки нужно притереть на холостом ходу с минимальным прижимом ножа к гребенке.
Стрижка
– весьма важный производственный процесс
в овцеводстве. Своевременное и правильное
проведение стрижки овец – важное условие
повышения качества, предотвращения
потерь и пороков шерсти.
Методика определения качества работы режущего аппарата стригальной машинки
Овец
стригут на полу, размещая на специальных
щитах, фиксируя животное связыванием
конечностей. При стрижке овцы в
незафиксированном виде её располагают
так, чтобы конечности были лишены опоры,
и она не смогла бы подняться.
Начиная
стрижку, прежде всего, очищают руками
поверхность руна от грязи и сора. Положив
овцу на левый бок и включив машинку,
остригают низкосортную шерсть (на ногах,
брюхе, возле хвоста и на внутренней
поверхности ляжек) и откладывают в
сторону, не допуская смешивания её с
хорошей рунной шерстью.
После этого
остригают шерсть (полосу) от паха правой
задней конечности до передней правой
конечности продольными движениями
машинки, обрабатывая живот и грудь.
Повернув овцу на правый бок и вытянув
левой рукой заднюю её конечность,
остригают шерсть с крупа и левой лопатки.
Затем длинными продольными ходами
остригают с бока и холки.
Овцу держат
так, чтобы руно само спадало вниз. Далее
овцу поворачивают на левый бок и
состригают шерсть с правой стороны
туловища. При поворачивании овцы машинка
должна быть выключена. Затем остригают
шерсть со спины, правой части шеи, с
головы и левой части шеи. На этом стрижка
заканчивается, стригальщик расфиксирует
и отпускает овцу, а затем сворачивает
руно, сохраняя целостность последнего
(без разрыва).
К
прогрессивным и рациональным следует
отнести группу приёмов, применяемую
стригальщиками Австралии и Новой
Зеландии. Одним из самых распространенных
методов стрижки в настоящее время
является скоростная стрижка под названием
«Тэлли-Хай». Овец стригут не связывая,
животное находится в «сидячем положении».
Преимущество
этого метода заключается в том, что
обработка овец происходит в строгой
последовательности: в процессе стрижки
им придают такое положение, при котором
проходы машинкой делают с небольшими
физическими усилиями. Благодаря этому
улучшается качество работы, шерсть
состригается ровно, близко к коже овцы
и сохраняется целостность руна.
Непременным условием успешного применения
скоростного метода является создание
удобного рабочего места для стригаля.
Обычно его располагают у наиболее
освещенной стены помещения. При хорошем
освещении стригаль свободно работает
машинкой, не боясь порезать кожу или
сделать перестриг шерсти (сечку).
Данный
метод не только повышает скорость
стрижки овец и эффективность ее, но и
уменьшает количество повторных проходов.
Если
технология стрижки правильно соблюдена,
то с овцы руно будет снято полностью и
с высоким качеством. После этого в
стригальной машинке отключают мотор и
овце позволяют идти через лаз или, если
это необходимо, вниз по узкому проходу
для счета их в загоне. Следует соблюдать
осторожность, когда овцу отпускают,
чтобы она не запуталась в снятой шерсти.
Рисунок
8.1 – Последовательность стрижки овцы
скоростным методом
8.3.1 Стригальные пункты
Стригальный
пункт –
помещение, оснащенное технологическим
оборудованием для механизированной
стрижки овец.
Различают
стригальные пункт стационарные,
к которым овец подгоняют для стрижки,
и передвижные
– стригальное оборудование подвозится
к месту содержания и пастьбы овец.
Передвижной стригальный пункт,
располагаемый на пастбище, представляет
собой навес из сборного трубчатого
каркаса и четырёх брезентовых полотен
предохраняющий от солнечных лучей и
дождя.
Комплект
технологического оборудования КТО-24
(рис. 8.2) на 24 рабочих места стригальщиков
предназначен для комплексной механизации
работ на стационарных стригальных
пунктах овцеводческих хозяйств с
поголовьем порядка 20 тысяч овец.
В
собранном виде представляет собой
технологическую линию из двух рядов
стригальных машинок МСО-77Б, смонтированных
по обе стороны транспортёра рун шерсти
ТШ-0,5. В конце транспортёра размещается
классировочно-прессовое отделение.
Производительность КТО-24 составляет
150…200 овец в час.
Рисунок
8.2 – Схема установки комплекта КТО-24 в
помещении
1
– весы для взвешивания кип; 2 – пресс
для прессования шерсти; 3 – боксы для
классированной шерсти; 4 – классировочный
стол; 5 – циферблатные веся для взвешивания
рун; 6 – транспортер для перемещения
шерсти от рабочего места стригаля к
столу весовщика-учетчика; 7 –
электродвигатель с гибким валом и
стригальной машинкой; 8 – рабочие места
стригальщиков; 9 – оцарки для групп
овец; 10 – рабочее место заточника; 11,12
– загоны для овец
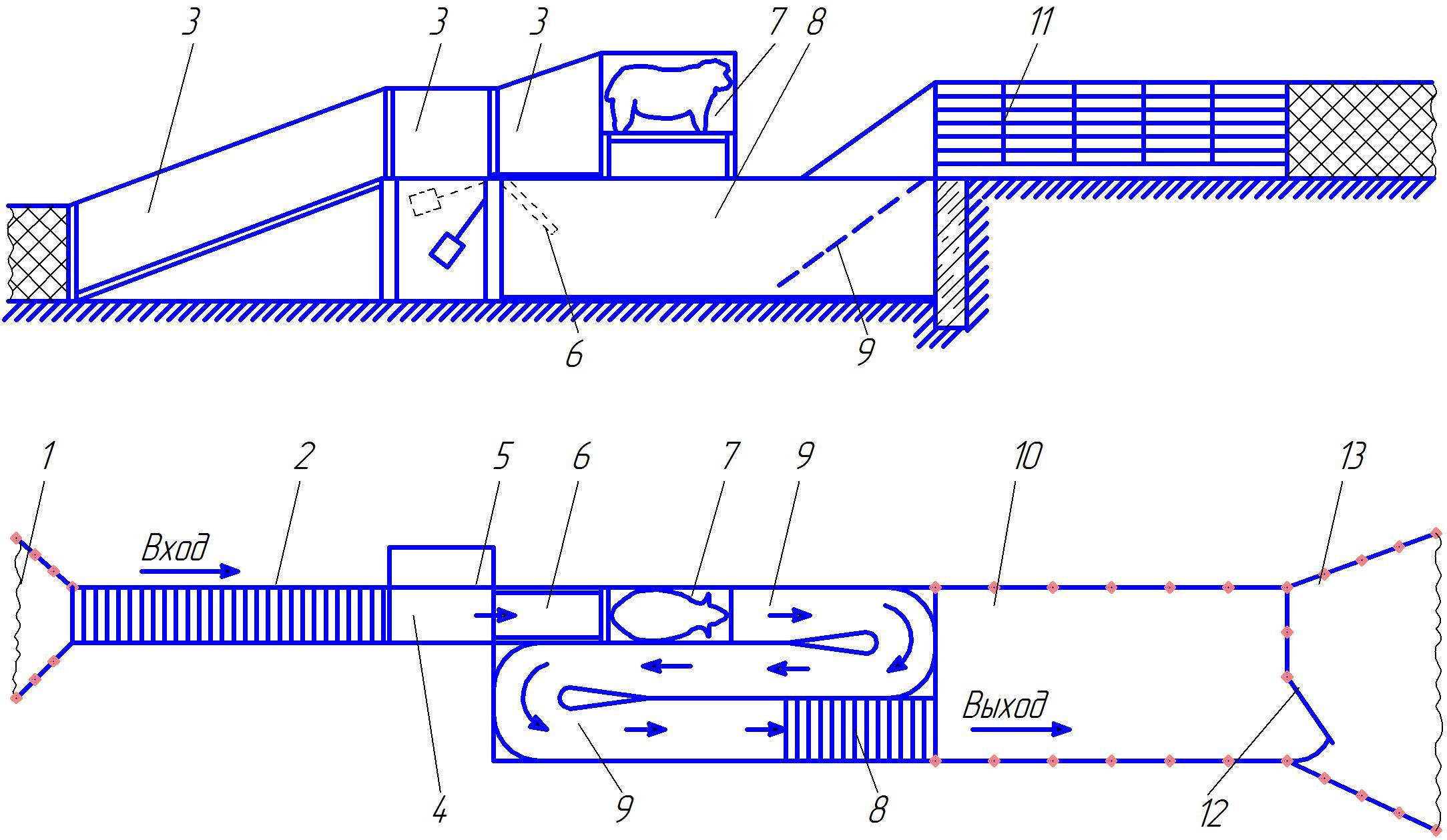
Комплект
оборудования выносного стригального
цеха ВСЦ-24/200
(рис. 8.3) на 24 рабочих места стригальщиков
позволяет изменять месторасположение
стригального пункта. Выносной стригальный
цех предназначен для комплексной
механизации и организации всего
производственного процесса стрижки
овец и первичной обработки шерсти на
отгонных пастбищах, на трассах перегона
овец с одних сезонных пастбищ на другие.
За
сезон стрижки на таком пункте можно
остричь свыше 20 тысяч овец.
Основное
оборудование включает электрическую
станцию СНТ-12А, преобразователь
трехфазного тока ИЭ-9403 с выходным
напряжением 36 В частотой 200 Гц, электрическую
сеть, электростригальные машинки
МСУ-200, точильные аппараты ДАС-350 и ТА-1,
транспортёр рун шерсти ТШ-0,5, рабочие
столы для стрижки, шерстопресс ПГШ-1Б,
циферблатные весы для взвешивания рун
шерсти, платформенные весы для взвешивания
кип шерсти, классировочный стол, боксы
для шерсти, секции ограждения, стеллаж.

1
– переносная изгородь ИП-150 для отары
нестриженных овец; 2 – ограждение оцарков
ОДО-10; 3 – стол для стригалей СО-1; 4 –
транспортёр шерсти ТШ-0,5; 5 – рабочее
место слесаря заточника (ДАС-350, ТА-1,
КВЗ-1); 6 – стол учётчика-нормировщика с
весами ВЦП-25; 7 – классировочный стол
СКШ-200; 8 – гидравлический пресс ПГШ-1Б;
Карусельный
стригальный пункт КСП-250
(рис. 8.4) предназначен для стрижки овец
поточным методом и состоит из четырёх
карусельных станков, транспортёра рун
шерсти, стола учёта рун с весами и
классиро-вочного стола. Карусельный
станок включает пять рабочих подвижных
столов, расположенных по кругу, каждый
из которых снабжен фиксаторами для овец
(рычаги с защёлками для конечностей).
Столы по периметру опираются на
направляющую, представляющую собой
замкнутый контур, а в центре связаны с
вертикальным валом. Поворот вала
производится через определённый
временной интервал на угол 72° приводным
механизмом от электродвигателя мощностью
1,5 кВт, в результате столы перемещаются
к очередному рабочему месту.
1
– карусельный станок; 2 – транспортёр
рун; 3 – стол учёта и взвешивания рун; 4
– стол классировки шерсти
Процесс
работы протекает по схеме. Рабочий-подавальщик
ловит нестриженную овцу, подтаскивает,
фиксирует её на столе и поворачивает
карусельный станок, при этом овца
оказывается у первого стригальщика, а
подавальщик фиксирует следующую овцу.
После окончания стрижки участка
поверхности овцы первым стригальщиком,
стол перемещается ко второму стригальщику,
затем к третьему и четвёртому, который
завершает стрижку.
Метод
стрижки на карусельной установке даёт
возможность быстро освоить приёмы
стрижки, улучшить её качество, облегчить
труд стригальщиков и повысить его
производительность.
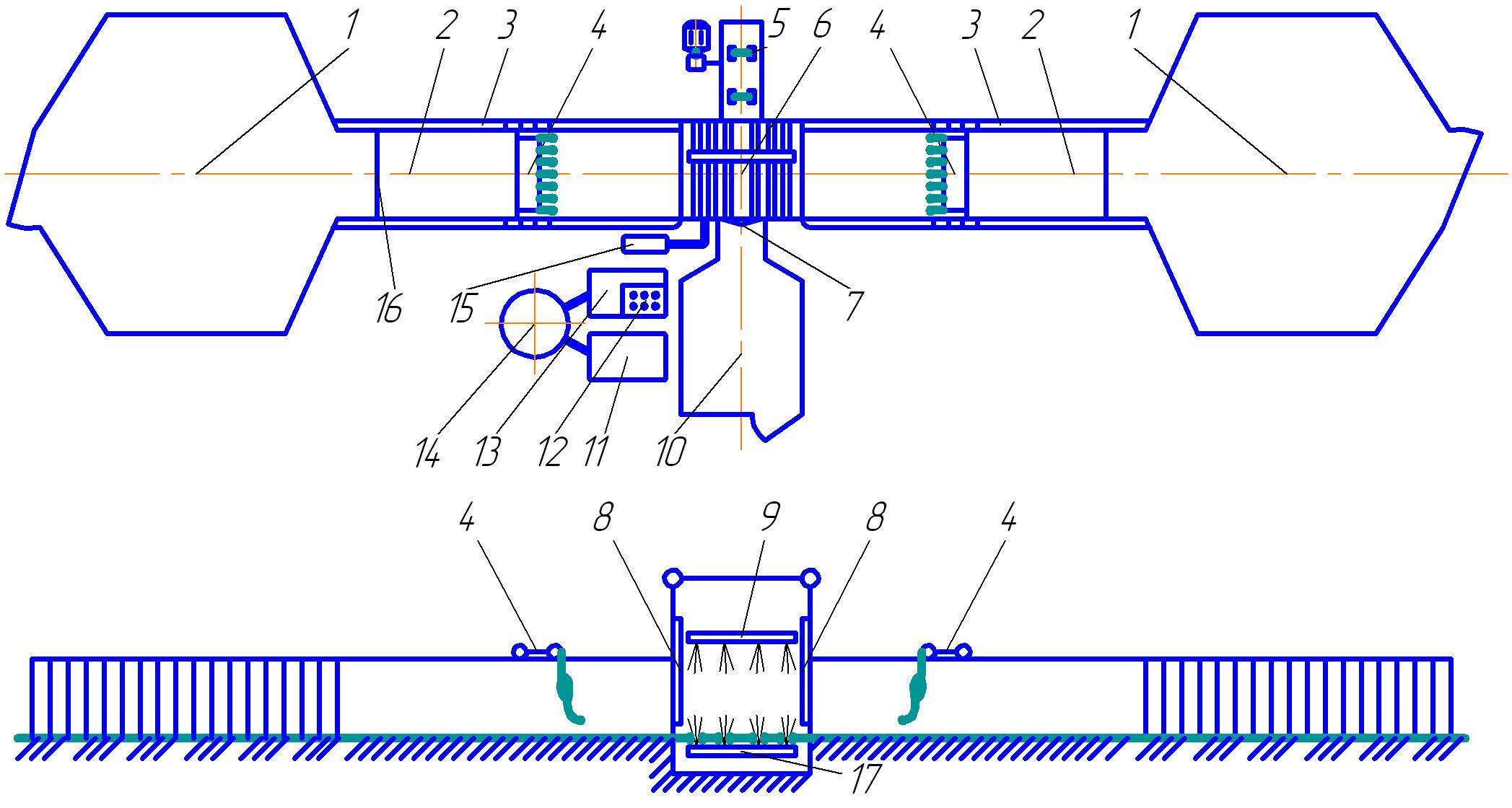
Передвижной
стригальный пункт ПСП-12/200-ТСХИ (рис.
8.5) был спроектирован и изготовлен на
кафедрах «Сельскохозяйственные машины»
и «Механизация животноводческих ферм»
Туркменского СХИ им. М.И. Калинина
совместно с заводом «Актюбинсксельмаш»
для применения в пустынной зоне отгонного
овцеводства, характеризующейся слабым
почвенным покровом со скудной
растительностью, малым количеством
водоисточников, низкой продуктивностью
пастбищ и, как следствие, большой
рассредоточенностью поголовья.
Оборудование
ПСП-12/200-ТСХИ обеспечивает производительность
144 головы в час, в транспортном положении
размещается на одном прицепе,
транспортируется трактором класса 9
или 14 кН, в рабочее положение разворачивается
тремя рабочими за 5…7 часов и может быть
перенесено несколько раз за сезон
стрижки.
Оборудование включает укрытие,
секции ограждения, электрическую станцию
СНТ-12А с вынесенным щитом управления,
преобразователь трехфазного тока
ИЭ-9403, электрическую сеть, транспортер
рун шерсти, рабочие столы для стрижки,
электростригальные машинки МСУ-200,
верстак слесаря, точильный аппарат
ДАС-350, классировочный стол, весы для
рун шерсти, боксы для шерсти,
переоборудованный шерстопресс ПГШ-1Б,
платформенные весы для кип шерсти,
бытовое отделение
Трактор
служит энергоисточником при проведении
работ на пункте: от ВОМ приводится в
действие навесная электростанция
трёхфазного тока СНТ-12А (220/380 В, 50 Гц, 12
кВт), гидросистема трактора используется
для привода переоборудованного
шерстопресса ПГШ-1Б.
1
– опора укрытия; 2 – транспортёр шерсти;
3 – преобразователь частоты тока ИЭ-9403;
4 – навесная электростанция СНТ-12А; 5 –
трактор; 6 – загон нестриженных овец; 7
– переоборудованный гидравлический
шерстопресс ПГШ-1Б; 8 – заточное устройство
ДАС-350; 9 – классировочный стол; 10 –
рабочее место мастера-наладчика машинок
МСУ-200; 11 – электропогрузчик кип шерсти;
12 – весы для кип; 13 – рабочие места
стригальщиков
Технологический
процесс на переносном стригальном
пункте осуществляется в следующей
последовательности. В общие загоны,
примыкающие к стригальному пункту с
обеих сторон, загоняют 250…300 овец. Два
подавальщика, по одному на каждую сторону
транспортёра, то есть на 6…8 стригальщиков,
подают овец из загона к месту стрижки
и фиксируют их, связывая конечности.
Стригальщик, обработав овцу, укладывает
шерсть вместе с именным жетоном на ленту
транспортёра, который подаёт её к
классировочному столу, а остриженная
овца выпускается в общий загон. Метод
«жетонов» позволяет вести индивидуальный
учёт остриженных каждым стригальщиком
овец и количество шерсти.
Характеристика
рассматриваемых комплектов оборудования
и стригальных пунктов, представлена в
таблице 8.1.
 https://www.youtube.com/watch?v=ytaboutru
https://www.youtube.com/watch?v=ytaboutru
Таблица
8.1 – Техническая характеристика
стригальных пунктов
|
Показатели |
КТО – 24 |
ВСЦ – 24/200 |
ПСП – 12/200 – ТСХИ |
|
Тип пункта |
Стационарный |
Ставится на |
Передвижной, 2-4 |
|
Количество |
24 |
24 |
12 |
|
Всего обслуживающего |
39 |
34-37 |
20-22 |
|
Производительность,
тонкорунных
грубошерстных |
200 – |
200 290 |
– 140-150 |
|
Производительность |
20 |
20 |
25 |
|
Площадь выбивания |
2600 |
1250 |
314 |
|
Вес оборудования, |
2600 |
15000 |
3690 |
